


(3-40)-SH disc.tappi.jpg)



UV-TEAM è composto da:
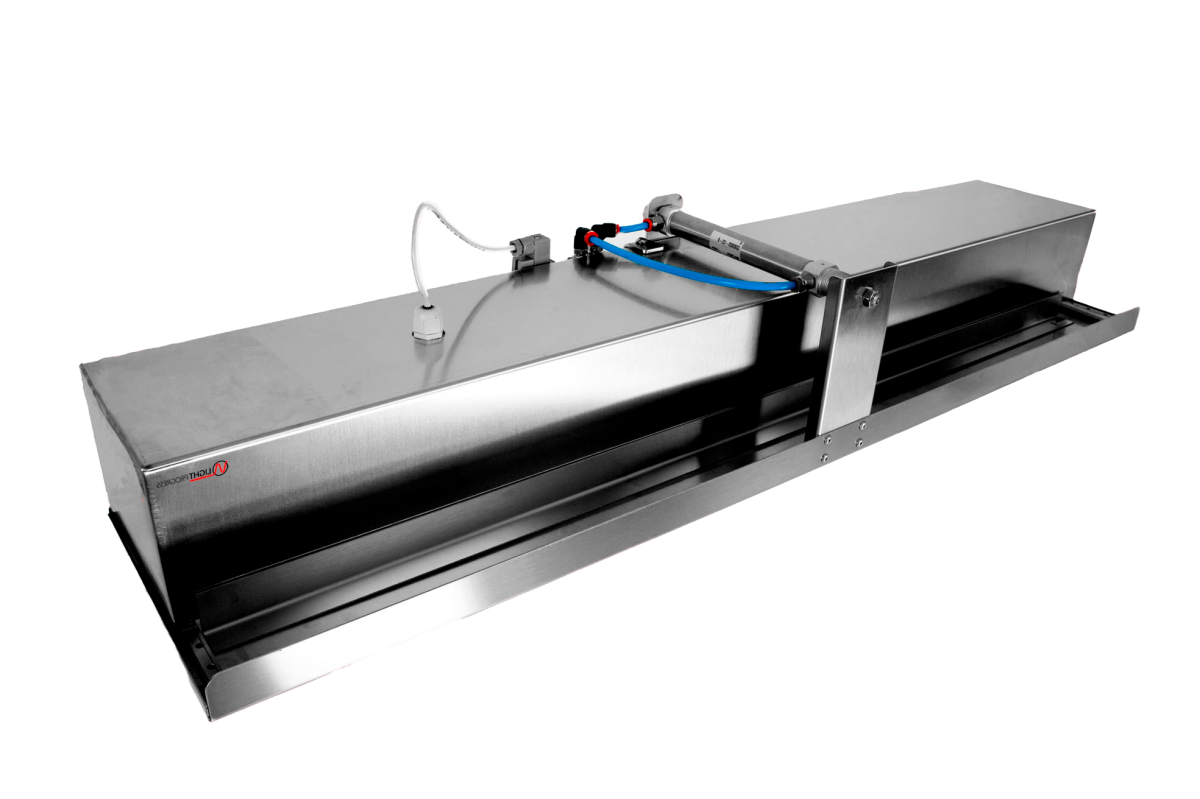
La serie UV-TEAM comprende vasta gamma di modelli di moduli ad irraggiamento diretto fino a 8 lampade per l’applicazione nelle linee di produzione e packaging alimentare. Per la gestione e alimentazione del sistema, è necessario abbinare il quadro MASTER-TM al quale sono connessi uno o più moduli mezzo di cavi multipolare precablati con spine multipolare ad innesto rapido. I quadri presentano frontalmente un pannello sinottico per il controllo del corretto funzionamento delle singole lampade UV-C, provvisto di tanti LED quante sono le lampade UV installate. I quadri possono essere inoltre provvisti di un PLC (optional)
per la gestione elettronica del sistema e visualizzatore LCD, che prevede la funzione contaore, conta accensioni, allarmedi esaurimento dei tubi o mal funzionamento di un singolo tubo, spegnimento istantaneo dei tubi in caso di apertura delle protezioni, spegnimento ritardato in caso di “fermo macchina” ed altre caratteristiche dipendenti dal tipo di applicazione.
UV-TEAM è costruito interamente in Italia, con materiali di alta qualità ed estremamente resistenti.

UV-TEAM
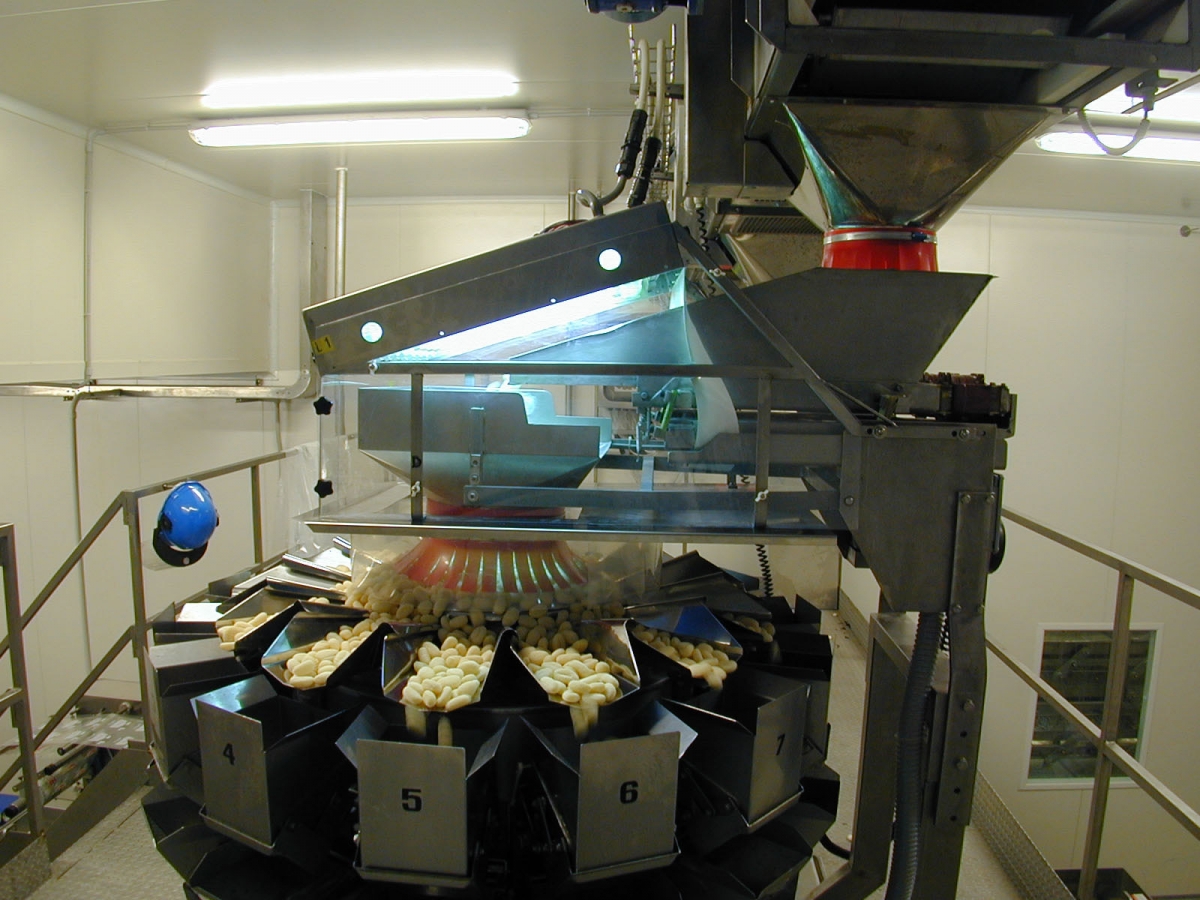
La serie UV-TEAM si applica sulle linee di trasporto e confezionamento dei prodotti alimentari come: flow pack, termoformatrici, trabatti, tunnel di raffreddamento, pesatrici automatiche, e più in generale nastri di trasporto, oltre che trattare gli stessi prodotti alimentari, decontaminando dai germi le superfici dei nastri, dei prodotti, delle confezioni, etc.
E’ dimostrato come, in campo alimentare, l’aumento del livello di igiene permetta un conseguente e generale innalzamento della qualità dei prodotti e, in maniera più specifica, UV-TEAM raggiunge l’abbattimento (99%) di batteri come Bacillus, Coli, Clostridium, Legionella, Vibrio, Salmonella, Pseudomonas, Staphylococcus, etc. in pochi minuti di funzionamento.
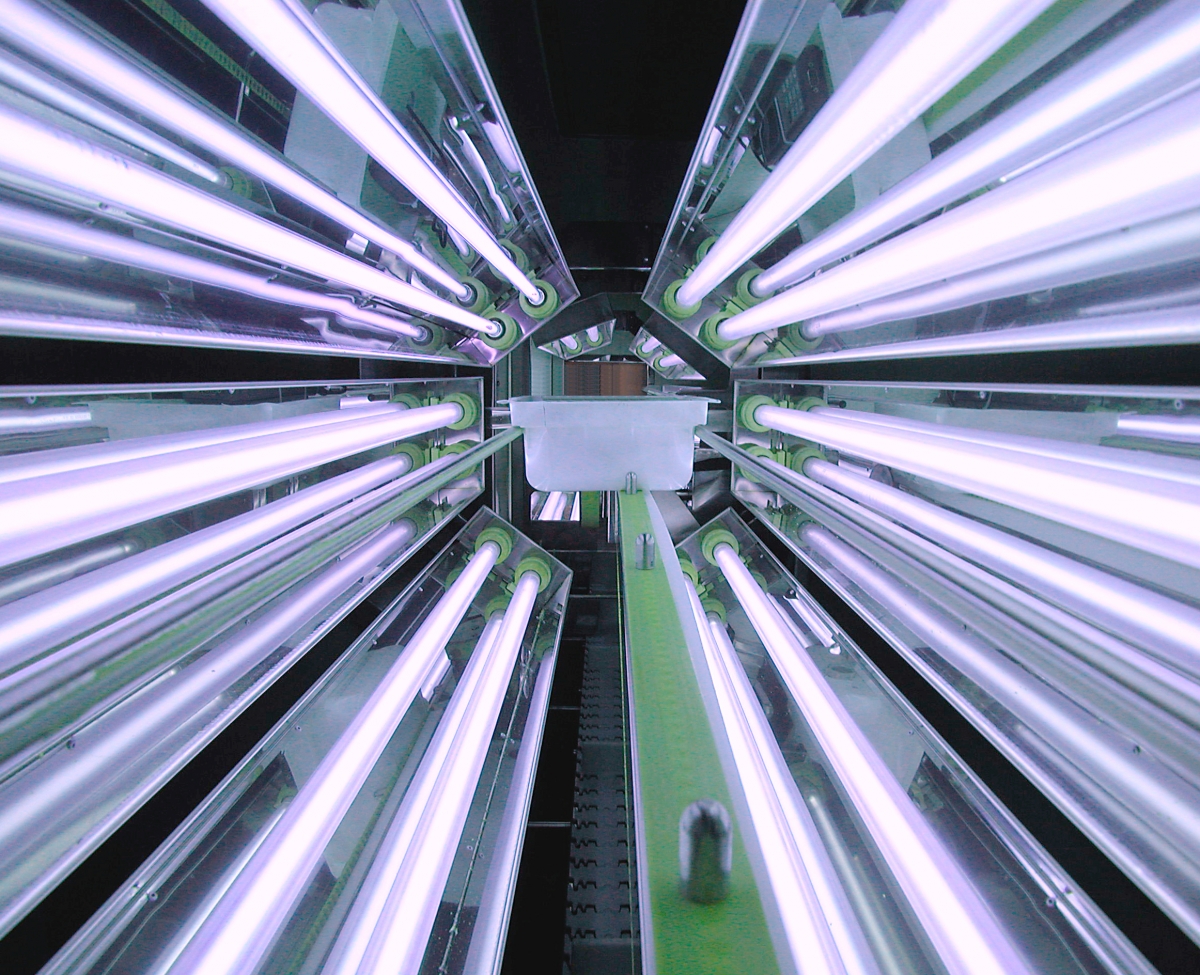
Alcuni esempi applicativi sono il trattamento di frutta secca in piani vibranti (forti riduzioni delle muffe), trattamento di prodotti da forno con nastri a maglie inox (copertura a 360° della superficie, aumento della Shelf-life a partire dal 150%); trattamento di pasta fresca nei tunnel di raffreddamento, in cascata sui nastri multipiano (aumento medio della vita del prodotto confezionato da un minimo di 20 fino a 60 giorni.); trattamento nelle linee di imbottigliamento e del canale di discesa tappi (sanificazione in tempi brevissimi, con lampade HO ed amalgama); trattamento di prodotti in fase di immissione in clean room (utilizzo di un tunnel UV che permette di immettere prodotti in ambienti protetti eliminando ogni rischio di contaminazione) trattamento di spezie (tunnel con sistema di rasatura a strato sottile,riduzione della carica batterica e aumento della Shelf-life.
Gli alti livelli di disinfezione di UV-TEAM sono ottenibili
differentemente solo con composti chimici, pericolosi per la salute e
dannosi per l’ambiente, oltre che dispendiosi.

SCOPRI I PRODOTTI

UV-STICK / UV-STICK (UL)
Con UV-STICK è possibile ottenere alti livelli di disinfezione in maniera semplice, immediata e sicura, senza sviluppare calore, senza l’utilizzo di liquidi e senza la minima controindicazione, per mantenere alti gli standard igienico-qualitativi.
L’apparecchio viene installato come una comune plafoniera da soffitto, può essere acceso durante le ore di pausa lavorativa, sempre in assenza del personale, in modo da irradiare le superfici, che vengono così disinfettate. Negli ambienti, il naturale ricircolo delle correnti, permette anche il trattamento dell’aria, che, purificata dalla carica microbica, crea un ambiente ideale e salubre.
UV-STICK-AL realizzata in alluminio, con riflettente interno parabolico in alluminio specchiato.
UV-STICK-AX realizzata in alluminio, con riflettente interno piano in alluminio specchiato.
UV-STICK-NX realizzata in acciaio inox, con riflettente interno piano in alluminio specchiato. Disponibile anche in versione -UL
Il livello di disinfezione con UV-STICK raggiunge l’abbattimento (99%) di batteri come Bacillus, Coli, Clostridium, Legionella, Vibrio, Salmonella, Pseudomonas, Staphylococcus, etc. in pochi minuti di funzionamento.

UV-REFLEX serie

UV-STYLO-NX | UV-STYLO-A-NX

UV-TEAM-A
e aumento della Shelf-life. La serie -A utilizza speciali lampade ad AMALGAMA. Rispetto le normali lampade UV-C ai vapori di mercurio a bassa pressione, questo tipo di lampade contengono una speciale “amalgama” di metalli, che ottimizza la potenza UV germicida.
Il sistema ad amalgama permette infatti di ottenere il triplo delle emissioni UV-C a parità di lunghezza rispetto le normali lampade UV e una durata maggiore della lampada (fino a 16.000 ore di funzionamento) e quindi un conseguente risparmio di costi di esercizio. Il sistema ad amalgama è perfetto in applicazioni dove i tempi di esposizione sono brevissimi, come in alcune linee di confezionamento.
Gli alti livelli di disinfezione di UV-TEAM-A sono ottenibili differentemente solo con composti chimici, pericolosi per la salute e dannosi per l’ambiente, oltre che dispendiosi.

UV-STYLO-F

UV-TEAM-A-4P
aumento della Shelf-life). La serie UV-TEAM-A utilizza speciali lampade ad AMALGAMA. Rispetto le normali lampade UV-C ai vapori di mercurio a bassa pressione, questo tipo di lampade contengono una speciale
“amalgama” di metalli, che ottimizza la potenza UV germicida. Il sistema ad amalgama permette di ottenere il triplo delle emissioni UV-C a parità di lunghezza, rispetto alle normali lampade UV, una durata maggiore della lampada (fino a 18.000 ore di funzionamento) e quindi un conseguente risparmio di costi di esercizio. Il sistema ad amalgama è perfetto in applicazioni dove i tempi di esposizione sono brevissimi, come in alcune linee di confezionamento.
Gli alti livelli di disinfezione di UV-TEAM-A-4P sono ottenibili differentemente solo con composti chimici, pericolosi per la salute e dannosi per l’ambiente, oltre che dispendiosi.

UV-STYLO-K
Protetto contro i cicli di pulizia aggressivi e ad alta pressione, compreso il Clean-in-Place (CIP), EN 60529 (getti d'acqua a una pressione da 80 a 100 bar e una temperatura di 80 °C). UV-STYLO-K è ampiamente utilizzato nella lavorazione degli alimenti, nella ricerca e sviluppo e nella produzione farmaceutica e nei laboratori microbiologici.
Tutte le versioni possono essere installate con una staffa singola o doppia in acciaio inossidabile per disporre insieme uno o più dispositivi ed integrarli nei macchinari con un'installazione senza soluzione di continuità. Inoltre, la staffa inclinabile consente l'installazione del sistema UVC anche su nastri più corti.
I metodi di pulizia tradizionali, spesso non sono sufficienti ad assicurare livelli alti di igiene, raggiungibili solo attraverso l’utilizzo della tecnologia UV-C. I processi alimentari hanno infatti la necessità di essere controllati monitorando i livelli di igiene per mantenere alti gli standard qualitativi tipici di questo settore. E’ dimostrato come, in campo alimentare, l’aumento del livello di igiene permetta un conseguente e generale innalzamento della qualità dei prodotti e, in maniera più specifica, UV-STYLO-K raggiunge l’abbattimento (99%) di batteri come Bacillus, Coli, Clostridium, Legionella, Vibrio, Salmonella, Pseudomonas, Staphylococcus, etc. in pochi secondi di funzionamento. Gli alti livelli di disinfezione di UV-STYLO -K sono difficilmente ottenibili diversamente, e solo con l’impiego di composti chimici, pericolosi per la salute e dannosi per l’ambiente, oltre che dispendiosi.